Hidrokarbonlar
Hidrojen ve karbon olmak üzere iki elementten oluşan organik bir bileşiktir. Petrol bileşiminin büyük bir kısmı değişen uzunluklardaki hidrokarbonlardan oluşur.
En küçük hidrokarbon metan, tek bir karbon atomu ve dört hidrojen atomundan oluşur. Bununla birlikte, hidrokarbonlar, zincirler, daireler ve diğer karmaşık şekiller dahil olmak üzere birçok yönden birbirine bağlanmış yüzlerce veya binlerce bireysel atomdan oluşabilir.
Hidrokarbonların özelliklerini sınıflandırmak için birkaç temel türe ayrılırlar.
Alkanlar: Bunlar doymuş hidrokarbonlar olarak adlandırılır. Yani sadece tüm karbon atomları arasında tek bağlar içerirler. Alkanlar, petrol yakıtlarının temelidir ve doğrusal ve dallı formlarda bulunurlar.
Doymamış Hidrokarbonlar: Karbon atomları arasında bir veya daha fazla çift bağa sahip olan hidrokarbonlara alken denir.
Sikloalkanlar: Bir veya daha fazla halka yapısı içeren herhangi bir hidrokarbon.
Aromatik Hidrokarbonlar: Areneler olarak da adlandırılan aromatik hidrokarbonlar, karbon atomlarının birbirini izleyen çift ve tek bağlarla bağlandığı benzersiz bir karbon molekülleri sınıfıdır. Bu molekül sınıfı, karbon atomları arasındaki bağların tek ve çift bağlar arasında bir ara bağ olduğu özel halka yapılarına sahiptir.
Bu sınıftaki moleküller, endüstriyel çözücü «benzen» içerir.
Benzen (C6H6): Diğer hidrokarbonlar gibi benzen de petrolün doğal bir bileşenidir. Oda sıcaklığında renksiz, yanıcı, tatlı kokulu bir sıvıdır ve yüksek oktan sayısına sahip olduğu için çoğu benzin karışımının bir bileşenidir.
Benzen de oldukça kanserojendir ve kemik iliği yetmezliği ve kemik kanserine neden olduğu iyi bilinmektedir. Elbette, “hoş aroması” nedeniyle tıraş sonrası ve diğer kozmetiklerde bir katkı maddesi olarak kullanıldığında kanserojenliği iyi bilinmemektedir.
En büyük benzen kullanımı (% 50), stiren ve polistren plastiklerinin ürünüdür. Ayrıca Naylon üretiminde önemli olan sikloheksan olarak bilinen bir moleküle dönüştürülür. Siklohekzan üretmek için benzenin yaklaşık% 15'i kullanılır. Böcek ilaçlarından kauçuğa kadar her şeyde daha küçük miktarlar kullanılır.
Benzen yapısı iki şekilde çizilebilir. İlkinde, çift bağ karakteri açıkça çizilir. Kısa elli versiyonda, yapıyı göstermek için halkanın içine bir daire çizilir. Benzen içindeki her bir karbon atomuna bağlı tek bir hidrojen vardır.
Aşağıdaki I. ve II. çizimleri eştir. Pratikte III. çizim kullanılır.
Benzen, renksiz, alevlenebilen, kaynama noktası 80,1 °C, erime noktası 5,5 °C olan bir sıvıdır.
Binükleer Aromatik Hidrokarbonlar: Molekülünde iki benzen halkası içeren bileşiklerdir.
Hidrokarbonlar
Hidrojen ve karbon olmak üzere iki elementten oluşan organik bir bileşiktir. Petrol bileşiminin büyük bir kısmı değişen uzunluklardaki hidrokarbonlardan oluşur.
En küçük hidrokarbon metan, tek bir karbon atomu ve dört hidrojen atomundan oluşur. Bununla birlikte, hidrokarbonlar, zincirler, daireler ve diğer karmaşık şekiller dahil olmak üzere birçok yönden birbirine bağlanmış yüzlerce veya binlerce bireysel atomdan oluşabilir.
Hidrokarbonların özelliklerini sınıflandırmak için birkaç temel türe ayrılırlar.
Alkanlar: Bunlar doymuş hidrokarbonlar olarak adlandırılır. Yani sadece tüm karbon atomları arasında tek bağlar içerirler. Alkanlar, petrol yakıtlarının temelidir ve doğrusal ve dallı formlarda bulunurlar.
Doymamış Hidrokarbonlar: Karbon atomları arasında bir veya daha fazla çift bağa sahip olan hidrokarbonlara alken denir.
Sikloalkanlar: Bir veya daha fazla halka yapısı içeren herhangi bir hidrokarbon.
Aromatik Hidrokarbonlar: Areneler olarak da adlandırılan aromatik hidrokarbonlar, karbon atomlarının birbirini izleyen çift ve tek bağlarla bağlandığı benzersiz bir karbon molekülleri sınıfıdır. Bu molekül sınıfı, karbon atomları arasındaki bağların tek ve çift bağlar arasında bir ara bağ olduğu özel halka yapılarına sahiptir.
Bu sınıftaki moleküller, endüstriyel çözücü «benzen» içerir.
Benzen (C6H6): Diğer hidrokarbonlar gibi benzen de petrolün doğal bir bileşenidir. Oda sıcaklığında renksiz, yanıcı, tatlı kokulu bir sıvıdır ve yüksek oktan sayısına sahip olduğu için çoğu benzin karışımının bir bileşenidir.
Benzen de oldukça kanserojendir ve kemik iliği yetmezliği ve kemik kanserine neden olduğu iyi bilinmektedir. Elbette, “hoş aroması” nedeniyle tıraş sonrası ve diğer kozmetiklerde bir katkı maddesi olarak kullanıldığında kanserojenliği iyi bilinmemektedir.
En büyük benzen kullanımı (% 50), stiren ve polistren plastiklerinin ürünüdür. Ayrıca Naylon üretiminde önemli olan sikloheksan olarak bilinen bir moleküle dönüştürülür. Siklohekzan üretmek için benzenin yaklaşık% 15'i kullanılır. Böcek ilaçlarından kauçuğa kadar her şeyde daha küçük miktarlar kullanılır.
Benzen yapısı iki şekilde çizilebilir. İlkinde, çift bağ karakteri açıkça çizilir. Kısa elli versiyonda, yapıyı göstermek için halkanın içine bir daire çizilir. Benzen içindeki her bir karbon atomuna bağlı tek bir hidrojen vardır.
Aşağıdaki I. ve II. çizimleri eştir. Pratikte III. çizim kullanılır.
Benzen, renksiz, alevlenebilen, kaynama noktası 80,1 °C, erime noktası 5,5 °C olan bir sıvıdır.
Binükleer Aromatik Hidrokarbonlar: Molekülünde iki benzen halkası içeren bileşiklerdir.
Hakkında
Kyäni, faydalı bileşenlerden oluşan besin takviyesi ürünlerini; benzersiz iş fırsatıyla birlikte dünya çapında 50'den fazla ülkeye ulaştırmaktadır. İdeal sağlığımızı korumak için günlük olarak Kyäni ürünlerini kullanırız, bu ürünleri başkalarıyla paylaşırız, işimizi inşa etmek ve sürdürmek için neredeyse her gün belirli bir saatimizi işe adarız ve başkalarını da Kyäni fırsatına dahil ederek veya Potato Pak ve Caring Hands programlarına katkı sağlayarak başarımızı başkalarıyla paylaşırız.
Hakkında
Kyäni, faydalı bileşenlerden oluşan besin takviyesi ürünlerini; benzersiz iş fırsatıyla birlikte dünya çapında 50'den fazla ülkeye ulaştırmaktadır. İdeal sağlığımızı korumak için günlük olarak Kyäni ürünlerini kullanırız, bu ürünleri başkalarıyla paylaşırız, işimizi inşa etmek ve sürdürmek için neredeyse her gün belirli bir saatimizi işe adarız ve başkalarını da Kyäni fırsatına dahil ederek veya Potato Pak ve Caring Hands programlarına katkı sağlayarak başarımızı başkalarıyla paylaşırız.
Sayfa Yapım Aşamasındadır.
Sayfa Yapım Aşamasındadır.
Schulungs- / Wissens- / Lösungsplattform
Über den Prozess
Prozessbezogene Definitionen: Der Prozess wandelt eine bestimmte Reihe von Eingaben in eine bestimmte Ausgabe für den Kunden um, in eine Folge von Aktivitäten, die definiert, gemessen und voneinander abhängig gemacht werden können .
- Ein Prozess besteht aus einer Reihe miteinander verbundener Geschäftsaktivitäten, die bestimmte Inputs enthalten und bestimmte Outputs hervorbringen, die durch Wertschöpfungsbemühungen gekennzeichnet sind.
- Es handelt sich um eine Sammlung von Personen, Geräten, Materialien, Methoden und Umweltelementen, die miteinander interagieren, um eine bestimmte Leistung zu erzielen.
- Es ist die Kombination von Aktivitäten, die Geschäftsinputs in Geschäftsoutputs umwandeln.
- Prozesse sind eine Kombination aus drei Haupttypen von Aktivitäten: Aktivitäten, die für Neukunden wichtig sind, um Wert zu schaffen; Grundsätzlich Aktivitäten, die Arbeitsabläufe über funktionale, abteilungs- oder organisatorische Grenzen hinweg ermöglichen, Kontrollaktivitäten.
- Ein organisatorischer Prozess bedeutet, mit einem bestimmten Anfang und Ende zu arbeiten. Mit anderen Worten, es handelt sich um eine Reihe von Unterjobs und detaillierten Jobs, die für diesen Job erforderlich sind.
- Prozesse sind im einfachsten Sinne das, was ein Unternehmen für seine Kunden tut.
- Prozesse sind die logische Sammlung von Arbeiten, die das Produkt / die Dienstleistung des Unternehmens erstellen.
- Ein Geschäftsprozess ist eine Sammlung von Aktivitäten, aus denen eine oder mehrere Eingaben entnommen und daraus eine Ausgabe erstellt wird, die einen Wert für den Kunden schafft.
- Prozesse ergeben sich aus der Analyse aufeinanderfolgender Zustandsänderungen, dh ein Prozess ist eine Folge von Aktivitäten, bei denen Eingaben durch Ändern des Zustands einer oder mehrerer verwandter Entitäten in Ausgaben umgewandelt werden.
- Es ist ein Workflow in der Prozesslogikkette.
- Er hat definitiv einen Kunden. Auch der Prozess selbst kann ein Kunde sein.
- Der Prozess hat eine superfunktionale Struktur.
Prozesskonzept: Wie aus den obigen Definitionen hervorgeht, kann der Prozess entweder innerhalb einer bestimmten Funktion stattfinden oder innerhalb des Unternehmens interfunktional sein. Alle Prozesse weisen drei Gemeinsamkeiten auf.
1- Konvertierung: Prozesse können die Eingabe in eine wertvollere Ausgabe umwandeln. Während bei der physischen Transformation ein konkretes Produkt entsteht, werden Informationen durch die Verarbeitung von Daten bei der Informationstransformation erzeugt.
2- Rückkopplungskontrolle: Die erneute Eingabe der aus dem Prozess resultierenden Informationen als Daten in den Prozess wird als „Rückkopplung“ bezeichnet. Die Rückkopplungskontrolle verhindert, dass der Prozess außer Kontrolle gerät.
3- Wiederholbarkeit: Es ist das Merkmal einer Prsose, das immer wieder auf die gleiche Weise funktioniert.
Prozesseigenschaften: Identifizierbar: Dies ist das Merkmal zur Bestimmung der Grundelemente des Prozesses.
- Messbar: Es ist die Fähigkeit, den Prozess mit Leistungskriterien / -indikatoren zu überwachen.
- Wiederholbar: Dies ist die Fähigkeit, die Kundenbedürfnisse und -erwartungen der Ausgabe, die als Ergebnis der Verarbeitung derselben und / oder der Änderung von Eingaben, die den Prozess in Gang setzen, generiert wird, kontinuierlich zu erfüllen.
- Steuerbar: Mit dieser Funktion können Prozessmanager jederzeit Informationen über die Leistung des Prozesses erhalten und bei Bedarf Korrekturmaßnahmen durchführen.
- Wertschöpfung: Es ist die Fähigkeit des Prozesses, die Qualität der Ausgabe und die Kundenzufriedenheit unter Verwendung der Ausgabe positiv zu beeinflussen.
Grundlegende Elemente des Prozesses: Lieferanten: Personen und / oder Organisationen, die einen oder mehrere Inputs des Prozesses liefern. Lieferanten können organisationsintern oder extern sein.
- Eingaben: Eingaben sind die Elemente, mit denen der Prozess die Transformation erreicht. In den Prozessen können 3 Arten von Eingaben beobachtet werden. 1. Physische Eingaben (Bsp.: Rohstoffe, Materialien, Maschinen), 2. Unterstützung (Bsp.: Schulung des Personals), 3. Informationen (Bsp.: Kundenerwartungen)
Ausgaben: Jeder Prozess des Prozesses erzeugt eine Art Ausgabe. Ausgaben sind die Elemente, die ein Prozess durch Transformation erzeugt.
- Kunden: Kunden sind die Punkte, die die Prozessausgaben erhalten.
- Prozessleistungskriterien: Indikatoren, anhand derer gemessen wird, inwieweit der Prozess die Kundenbedürfnisse und -erwartungen erfüllt.
- Kundenbedürfnisse und -erwartungen: Dies sind die Merkmale, die vom Kunden oder im Namen des Kunden in Bezug auf die Produkte und Dienstleistungen definiert werden, bei denen es sich um Prozessausgaben handelt.
- Prozessaktivitäten: Dies sind die im Prozess enthaltenen Aktivitäten, die Prozesseingaben in Ausgaben umwandeln.
Kunststoffinjektionsprozess
Trocknungsphase des Rohmaterials: In dieser Phase wird das Rohmaterial für eine ausreichende Zeit in der Trocknungseinheit bei einer geeigneten Temperatur gehalten, die den Eigenschaften des im Prozess zu verwendenden Rohmaterials entspricht.
Plastifizierungsphase : In diesem Stadium wird das getrocknete Rohmaterial geöffnet und der Deckel des Feeders geöffnet und mit Hilfe einer Schneckenschraube in Richtung der Heizeinheiten gedrückt. Hier bewegt sich das Material, das durch Durchlaufen von Heizelementen bei unterschiedlichen Temperaturen geschmolzen wird, in Richtung der Einspritzdüse. Die Temperatur der Heizungen wird unter Berücksichtigung von Faktoren wie der Schmelztemperatur des zu verwendenden Rohmaterials, seines Fließfähigkeitswerts und der Stirnwand der Teile bestimmt.
Ende der Plastifizierungsphase: Die Bewegung der endlosen Schraubenenden und es befindet sich genügend Material in der Einspritzdüse. Eines der wichtigsten Dinge, die hier zu beachten sind, ist, dass die Menge an Material, die in die Form eingespritzt wird, jedes Mal gleich sein muss, um die gleiche Qualität und das gleiche Gewicht des Materials zu erhalten.
Schließen der Form: Vor Beginn des Spritzvorgangs werden die beiden Hälften der Form durch die Spanneinheit sicher verschlossen. Beide Hälften der Form verbinden sich mit der Spritzeinheit und eine dieser Formen kann sich in axialer Richtung bewegen. Dank der Hydraulikeinheit bringt der Schraubstock die Formen zusammen und der Einspritzvorgang beginnt nach dieser Phase.
Beginn des Einspritzvorgangs: Kunststoffrohstoffe in Form kleiner Partikel erreichen die Formen, indem sie mit Hilfe einer Schneckenschraube nach dem Vorschub durch den Nippel laufen. Die genaue Bestimmung der Einspritzzeit ist aufgrund der Änderung und Komplexität der Fließeigenschaften des geschmolzenen Kunststoffmaterials ein schwieriger Prozess.
Abkühlphase: Das in die Form eingespritzte Kunststoffmaterial beginnt hier abzukühlen. Infolge dieser Abkühlung beginnt sich das Kunststoffmaterial zu verfestigen und nimmt die Form der Form an, in die es eingespritzt wurde. Die Form kann während der erforderlichen Abkühlzeit nicht geöffnet werden. Diese Zeit kann anhand der Wandstärke, der thermodynamischen und mechanischen Eigenschaften verschiedener Kunststoffe berechnet werden.
Austrag des Produkts aus der Form: Das Material, das nach einer bestimmten Zeit in der Form abkühlt und sich verfestigt, wird mit einem Drücker aus der Form ausgestoßen. Der Drücker wird auf eine Hälfte der Matrize gelegt, und wenn die Matrize geöffnet wird, bewegt sich die Drückerwelle vorwärts und aktiviert die Stifte. Nachdem das Teil aus der Form ausgeworfen wurde, werden die Formen von der Spanneinheit wieder zusammengebaut und für den nächsten Spritzvorgang vorbereitet.
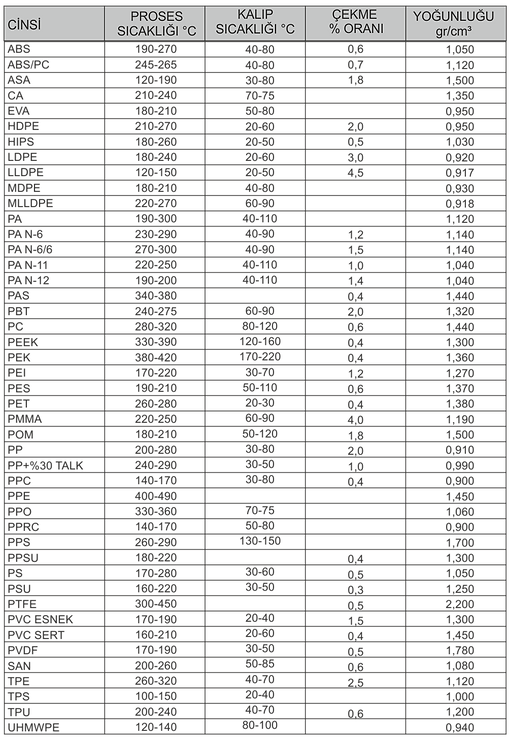
Werte verarbeiten
Achtung!
Alle Daten und Informationen auf dieser Seite dienen nur zu Informationszwecken, einschließlich, aber nicht beschränkt auf Materialeignung, Materialeigenschaften, Leistung, Betriebswerte und Kosten.
Die Richtigkeit der in den Tabellen enthaltenen Daten und Informationen sowie der Wertinformationen entspricht zwar den besten, sie sollten jedoch nicht im Rahmen einer verbindlichen Garantie betrachtet werden.
Die in den Tabellen enthaltenen Daten und Informationen dienen als Richtlinie für ein Polymerauswahlverfahren und sollten nicht als verbindliche Spezifikationen betrachtet werden.
Es liegt in der alleinigen Verantwortung des Benutzers, die Eignung dieser Informationen für eine bestimmte Verwendung zu bestimmen. Vor der Arbeit mit Material sollten Benutzer sich an Materiallieferanten wenden, um spezifische Informationen zu erhalten.
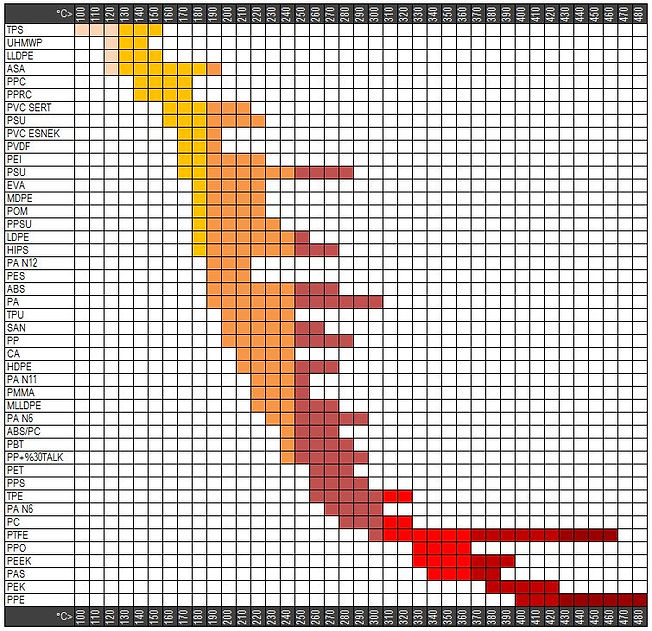
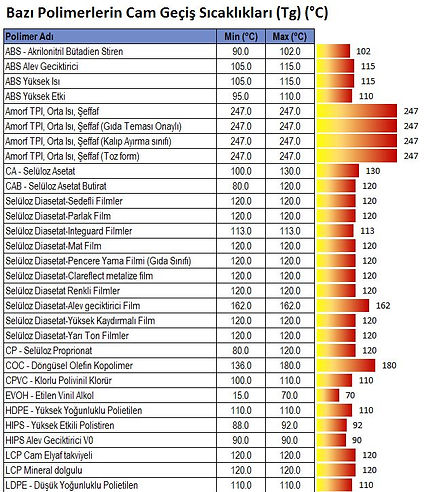
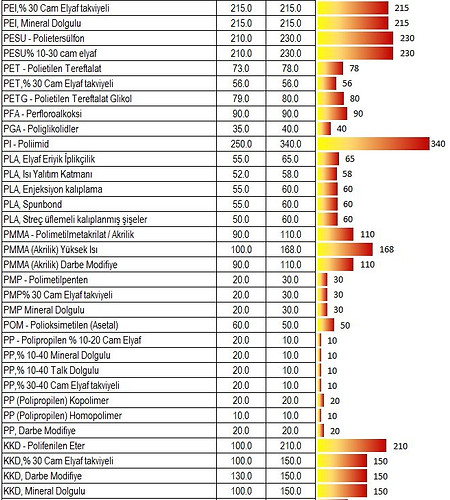
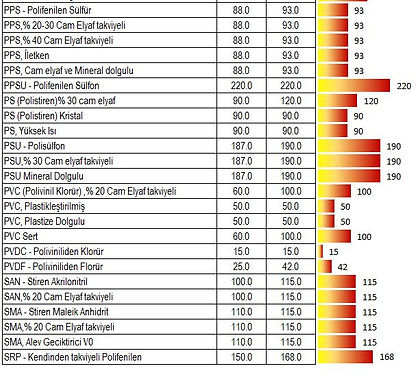
Arbeitstemperaturen
Tg (° C): Glasübergang / Glasübergangstemperatur
Wenn ein amorphes Polymer erhitzt wird, die Temperatur, bei der die Polymerstruktur "viskose Flüssigkeit oder gummiartig" wird; Es wird als Glasübergangstemperatur oder Glasübergangstemperatur (Tg) bezeichnet.
Es ist auch definiert als eine Temperatur, bei der das amorphe Polymer seine charakteristischen glasartigen Zustandseigenschaften wie Sprödigkeit annimmt.
Es wird in ° C oder ° F gemessen. Diese Temperatur hängt von der chemischen Struktur des Polymers ab und wird daher zur Beschreibung von Polymeren verwendet.
-
Amorphe Polymere haben nur eine Glasübergangstemperatur (Tg).
-
Kristalline Polymere haben andererseits einen Schmelzpunkt (Tm) und teilweise eine Glasübergangstemperatur (Tg). Denn in teilkristallinen Fällen ist auch eine amorphe Struktur fraglich.
Der Glasübergangstemperaturwert hängt von der Beweglichkeit der Polymerkette ab. Mit der Messung dieses Wertes, die Härte, Volumen, Bruchanteil und Dehnung werden in erster Linie zu sehen. Sie werden unter der (Tg) einiger Polymere wie Polystyrol, Poly (methylmethacrylat) verwendet , die hart und zerbrechlich sind, dh in einem glasartigen Zustand. (Tg) s sind höher als Raumtemperatur.
Einige Polymere werden auch oberhalb ihrer (Tg) verwendet, dh in Form von Kautschuk, beispielsweise Kautschukelastomere wie Polyisopren, Polyisobutylen. Sie sind weich und flexibel, ihr (Tg) -Wert liegt unter der Raumtemperatur.
Die Bestimmung von Polymeren (Tg) wird häufig zur Qualitätskontrolle sowie für Forschung und Entwicklung verwendet. Es ist auch ein wichtiges Werkzeug, um die physikalischen Eigenschaften von Polymermolekülen zu ändern.
So bestimmen Sie die Glasübergangstemperatur von Kunststoffen:
Die gebräuchlichste Testmethode ist ASTM E1356. Dieses Testverfahren beinhaltet die Bestimmung der Glasübergangstemperaturen von Materialien unter Verwendung von Differentialscanningkalorimetrie oder Differentialthermoanalyse. Dieses Testverfahren kann auf amorphe Materialien oder teilweise kristalline Materialien angewendet werden, die amorphe Bereiche enthalten, die stabil sind und im Glas keine Zersetzung oder Sublimation erfahren Übergangsbereich.
-
In DTA wird die Temperaturdifferenz zwischen der Probe und dem Referenzmaterial gegen Zeit oder Temperatur überwacht, während der Temperaturanstieg / -abfall der Probe in einer bestimmten Atmosphäre programmiert wird.
-
Bei der DSC wird der Unterschied im Wärmefluss zur Probe und zur Referenz gegen Zeit oder Temperatur überwacht, während der Temperaturanstieg / -abfall der Probe in einer bestimmten Atmosphäre programmiert wird.
Beide Methoden ergeben Peaks endothermer und exothermer Übergänge mit thermischem Input und zeigen Phasenänderungen oder das Auftreten von Reaktionen. Andere Methoden zur Bestimmung von Tg sind:
-
Spezifische Wärmemessungen
-
Thermomechanische Analyse
-
Wärmeausdehnungsmessung
-
Mikro-Wärmeübertragungsmessung
-
Isotherme Kompressibilität
-
Wärmekapazität
Der wichtigste Einflussfaktor (Tg) ist seine chemische Struktur:
-
Molekulargewicht - In geradkettigen Polymeren führt dies zu einer Abnahme der Kettenendkonzentration, was zu einer Abnahme des freien Volumens im Endgruppenbereich und einer Zunahme von (Tg) führt.
-
Molekülstruktur - Die Zugabe der sperrigen, unelastischen Seitengruppe erhöht die (Tg) des Materials aufgrund der verringerten Mobilität.
-
Chemische Vernetzung - Die Zunahme verringert die Mobilität, was zu einer Abnahme des freien Volumens und einer Zunahme von (Tg) führt.
-
Polgruppen - Das Vorhandensein polarer Gruppen erhöht die intermolekularen Kräfte. Die Anziehung und Kohäsion zwischen den Ketten bewirkt eine Zunahme von (Tg), indem eine Abnahme des freien Volumens verursacht wird.
Die Zugabe von Weichmacher erhöht das freie Volumen in der Polymerstruktur. Der Weichmacher gelangt zwischen die Polymerketten und trennt sie voneinander.
Dadurch gleiten die Polymerketten leichter voneinander. Infolgedessen können sich Polymerketten bei niedrigeren Temperaturen bewegen, was zu einer Abnahme der (Tg) eines Polymers führt.
Der Anstieg des Feuchtigkeitsgehalts führt zur Bildung von Wasserstoffbrückenbindungen mit Polymerketten, die den Abstand zwischen Polymerketten vergrößern. Und so erhöht es das freie Volumen und verringert sich (Tg).
Der Entropiewert für amorphes Material ist für kristallines Material höher und niedriger. Wenn der Entropiewert hoch ist, ist auch der (Tg) -Wert hoch.
Der Anstieg des Umgebungsdrucks führt zu einer Abnahme des freien Volumens und letztendlich zu einem hohen (Tg).
Die Reihenfolge der Temperaturbruchpunkte beim Zersetzungsprozess eines Polymers ist wie folgt:
(Tg) Glasübergangstemperatur <(Tc) Kristallisationstemperatur <(Tm) Schmelztemperatur

Amorphe und kristalline Polymere
Polymere (Kunststoff, Elastomer oder
Kautschuk ) besteht aus langen Molekülketten und kann amorph oder kristallin sein. Die Struktur eines Polymers wird in Bezug auf die Kristallinität definiert.
Amorphe Polymere haben eine beliebige Molekülstruktur, die keinen scharfen Schmelzpunkt aufweist. Stattdessen wird das amorphe Material mit steigender Temperatur allmählich weicher. Amorphe Materialien sind aufgrund der Anwesenheit von Kohlenwasserstoffen anfälliger für Spannungsversagen.
Zum Beispiel PC , GPPS, PMMA, PVC , ABS
Kristall- oder teilkristalline Polymere haben eine hochgeordnete Molekülstruktur. Diese erweichen bei steigender Temperatur nicht, sondern haben einen definierten und engen Schmelzpunkt. Dieser Schmelzpunkt liegt im Allgemeinen über dem oberen Bereich amorpher Thermoplaste. Zum Beispiel Polyolefine, PEEK , PET , POM usw.
Vergleich der Glasübergangstemperatur (Tg) Schmelztemperatur (Tm)
Auf molekularer Ebene erhalten bei (Tg) die Ketten in den amorphen (dh ungeordneten) Bereichen des Polymers genügend Wärmeenergie, um mit einer merklichen Geschwindigkeit aneinander vorbeigleiten zu können. Die Temperatur, bei der alle Kettenbewegungen stattfinden, wird als Schmelzpunkt (Tm) bezeichnet und ist größer als (Tg).
-
(Tg) ist eine Eigenschaft des amorphen Bereichs, während (Tm) die Eigenschaft des kristallinen Bereichs ist.
-
Unterhalb (Tg) befindet sich der unregelmäßige amorphe Feststoff, in dem die Kettenbewegung gefriert und Moleküle über (Tg) zu wackeln beginnen. Je unbeweglicher die Kette ist, desto höher ist der Wert von Tg.
-
Während es sich unterhalb (Tm) um einen geordneten kristallinen Feststoff handelt, wird es oberhalb (Tm) zu einer unregelmäßigen Schmelze.
Die Betriebstemperaturen der Polymere werden durch diese Übergangstemperaturen definiert.
DSC:
Differential Scanning Calorimetry.
Es ist ein Gerät, das die Energiemenge misst, die durch Erhitzen der Polymerprobe durch Erhitzen, Abkühlen oder Halten einer konstanten Temperatur absorbiert oder freigesetzt wird. Mit der Referenz wird der Temperaturunterschied von oder weg von der Probe in Abhängigkeit von der Temperatur oder der Zeit angezeigt. Wenn eine Temperaturdifferenz zwischen der Probe und der Referenz festgestellt wird, wird die der Probe zugeführte Energiemenge (Leistung) geändert, um die Temperatur gleich zu halten. Auf diese Weise wird das Ausmaß der Wärmeübertragung während des Phasenwechsels in der Probe bestimmt.